Pulsed Eddy Current for corrosion
A break-through 2-year study in 2002 on the direct costs associated with metallic corrosion in nearly every U.S. industry sector initiated by NACE International and mandated by the U.S. Congress in 1999 as part of the Transportation Equity Act for the 21st Century (TEA-21) showed that the total annual estimated direct cost of corrosion in the U.S. was a staggering $276 billion—approximately 3.1% of the nation’s Gross Domestic Product (GDP).
Figure 1: Corrosion costs per industry sector in B$
In particular:
| Industry | B$ | Cost |
|---|---|---|
| Drinking Water and Sewer Systems | B$ | 36 |
| Defense | B$ | 20 |
| Pulp & Paper | B$ | 6 |
| Petroleum Refining | B$ | 3.7 |
| Chemical, Petrochemical, & Pharmaceutical | B$ | 1.7 |
| Oil & Gas Exploration & Production | B$ | 1.4 |
G2MT Laboratories estimated total (direct and indirect) cost of corrosion for US economy around $1.1 trillion in 2016.
When corrosion under insulation (CUI) occurs, it leads to environmental disasters and fatal losses. Unfortunately the devices used to protect against it or to optimize the thermal efficiency of the processes involved are the same that make finding it difficult: most of the times it requires the shutdown of the process and/or the removal of the insulation to make sure that CUI is not present.
A powerful tool for CUI is provided by Pulsed Eddy Current technology (PEC).
The PEC principle was applied first by Atlantic Richfield Co – ARCO to monitor the condition of their own structures through insulation.
Applus RTD further developed the PEC technology and applications and renamed the technology RTD-INCOTEST.
The PEC technology has been used for more than 20 years and other companies started to propose new tools using the same technology now.
The PEC technology measures the decay time of the eddy current induced in the carbon steel object under examination during pulsing. The decay time is proportional to the volume of material under an area called “footprint”. The time of each reading is compared with the time of the “reference point”. Because during the inspection the footprint area stays fairly constant, comparing the volumes is the same as comparing the wall thicknesses.
Locations with times longer than the time of the reference point are thicker than the reference point. Locations with times shorter than the time of the reference point are thinner than the reference point. The PEC system measures the resulting voltage with time. The results are presented in Average Wall Thickness percentages (AWT%) and reported with a color scale.
It is possible to analyze the signal and infer the quality of the reading, if other electromagnetic influences are present, if the corrosion is internal or external. Under certain conditions the results are comparable with the UT technique. With rough internal and external surfaces the PEC technology is the best solution, since UT needs flat and clean surfaces to be applicable.
The main advantage of the PEC technology is as screening tool: it gives information about the status of the object(s) in order to isolate the areas of interest on which to perform a deeper survey.
When many similar items are involved, as well as a single item with extended dimensions (pipelines/vessels/tanks), it helps to prioritize and address the attention on critical parts or items rather than planning random surveys.
Standard inspection techniques require insulation removal if applied from the outside; or shut down and clean a confined space for personnel entry if applied from the inside.
Let’s consider a costs comparison for the examination of an item with 30% corrosion extension:
| Standard approach | Cost | PEC approach | Cost |
|---|---|---|---|
| 1. Shutdown | 300 | 1. PEC examination of the entire object | 100 |
| 2. Total insulation removal | 100 | Shutdown | 30 |
| 3. Cleaning of the entire area | 100 | Insulation removal based on PEC findings | 30 |
| 4. Sandblasting the entire area | 100 | Cleaning based on PEC findings | 30 |
| 5. UT examination of the entire object | 100 | 5. Sandblasting based on PEC findings | 30 |
| – | – | 6. UT examination based on PEC findings | – |
| Total | 700 | Total | 220 |
Table 1: cost comparison between standard and PEC approach for an item with 30% corrosion extension
Table 1, even though with rough estimation costs, indicates that by using the PEC Approach it is possible to cut costs and time on each of the 5 phases of the Standard approach.
The PEC technology can be applied in service externally without removing the insulation and therefore saving money, time and risk and increasing the efficiency of the planning and execution of the standard NDT.
Figure 2: The only way to check an insulated vessel for corrosion is measuring the wall thickness internally or externally after shut down and insulation removal
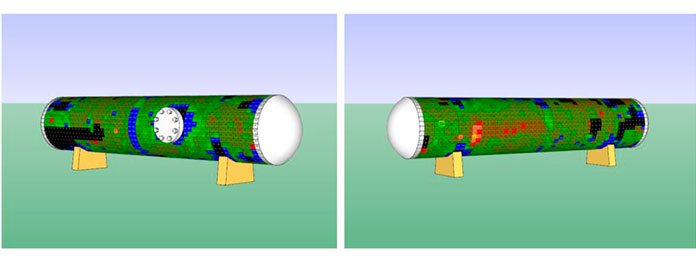
Figure 3: The PEC technology allows identifying those areas that require attention without shutdown and insulation removal
Applications:
-
Insulated pipes and vessels (CUI)
-
Insulated tanks
-
Steel beams covered with concrete
-
Spherical tank legs
-
Piping in Nuclear Power Plants (FAC)
-
Distillation columns
-
Finned tubes in Heat Recovery Steam Generators (HRSG)
-
Non piggable buried lines