Medición manual de espesores por ultrasonidos

Inspección por ultrasonidos con ondas de cizalla

Escaneo automatizado de ultrasonidos con C-scan

La técnica de escaneo automatizado de ultrasonidos con c-scan utiliza escáneres de ultrasonidos y mecánicos para obtener una amplia vista en planta del componente que se está examinando. Las vistas en planta se suelen mostrar en forma de mapas donde los espesores obtenidos en la zona de inspección se codifican por colores. Utilizando codificadores calibrados de dos ejes se genera un mapa a escala para medir las longitudes y anchuras de los defectos detectados.
Transductor acústico electromagnético EMAT
Applus+ ha desarrollado procedimientos de inspección con EMAT cuya eficiencia ha quedado demostrada y que respetan las normas aplicables. Formamos y evaluamos a nuestros técnicos de forma rigurosa, tanto interna como externamente, en recogida de datos y en su interpretación.
Inspecciones por ondas guiadas
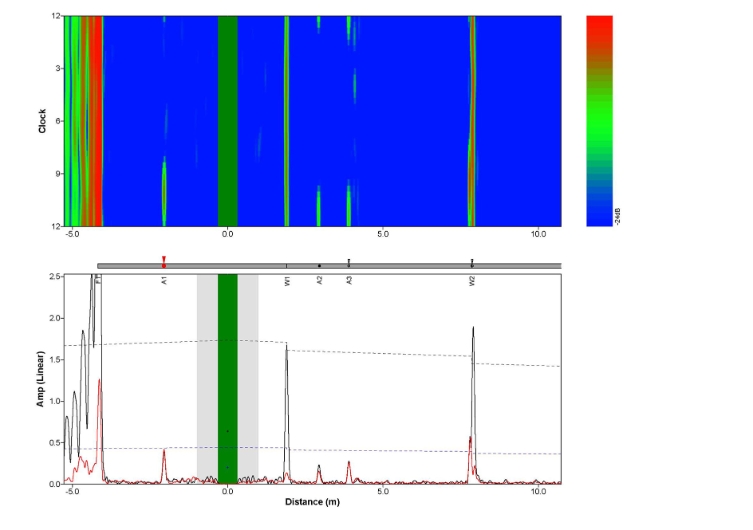
Las inspecciones por ondas guiadas están reconocidas en el sector como una tecnología eficaz de inspección de tuberías, capaz de analizar zonas dañadas de gran extensión. Gracias a las pequeñas dimensiones de los sensores y las bandas, ahora es posible acceder a zonas que antes quedaban ocultas por el material de aislamiento o de recubrimiento o que no podían inspeccionarse por su difícil acceso, lo que reduce los esfuerzos de desplazamiento que tienen que realizar los clientes. Las recientes mejoras tecnológicas han hecho posible extender el uso de las inspecciones por ondas guiadas a una gran variedad de entornos y de temperaturas. Además, los resultados obtenidos pueden analizarse in situ, lo que permite a los técnicos centrar sus esfuerzos en las zonas de interés y reducir los costes totales de evaluación del sistema.
Inspección con sonda interna giratoria IRIS
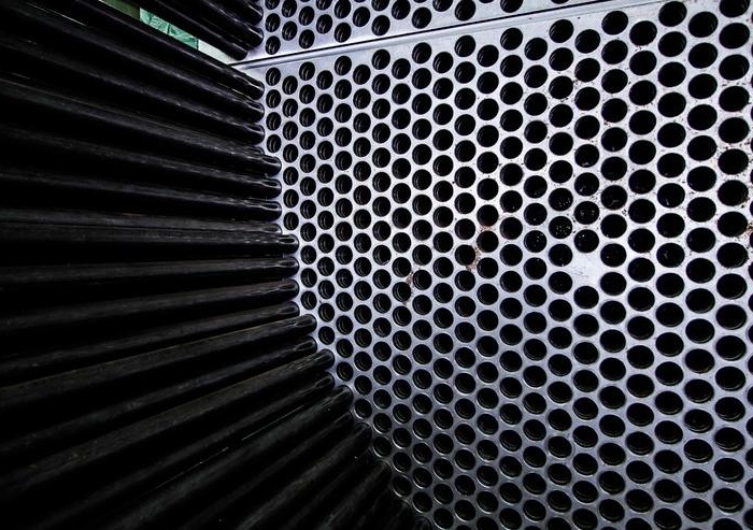
El sistema de inspección con sonda interna giratoria IRIS (Internal Rotating Inspection System) puede aplicarse tanto a materiales ferrosos como no ferrosos, e incluso a materiales no conductores como los plásticos, permite medir con precisión los espesores remanentes de tubos. Esta técnica es más precisa que otros métodos de inspección de tubos y tiene la ventaja de que proporciona información sobre la geometría de los defectos. Además, permite medir defectos locales y pérdidas de material de las paredes de ambos lados de los tubos. También es posible medir sin limitaciones aquellos defectos situados debajo de las placas de soporte. La sonda utilizada en los análisis IRIS está formada por un dispositivo de centrado, un transductor de ultrasonidos y un espejo giratorio. En el transductor, que se encuentra montado axialmente a la muestra, se genera un pulso de ultrasonidos; a continuación, un espejo situado en la sonda lo desvía 45° para guiarlo hacia la pared del tubo. Posteriormente, los ultrasonidos se reflejan (se produce un eco) en las paredes internas y externas del tubo y finalmente estos ecos reflejados vuelven al equipo, que los procesa. El tiempo transcurrido entre la recepción de estos dos ecos representa el espesor de la pared del tubo. Una vez conocida la velocidad del sonido a través del material que se está examinando, es posible calcular el espesor de la pared. Se utiliza agua para rotar el espejo de la sonda y como medio de acoplamiento entre el transductor y la pared del tubo. Antes de la inspección, se comprueba la respuesta del sistema IRIS con un elemento de calibración normalizado, de material y dimensiones idénticos a los de los tubos que se desea examinar. También es necesario que los tubos presenten un grado adecuado de limpieza.
Ultrasonidos por arreglo de fases (PAUT)
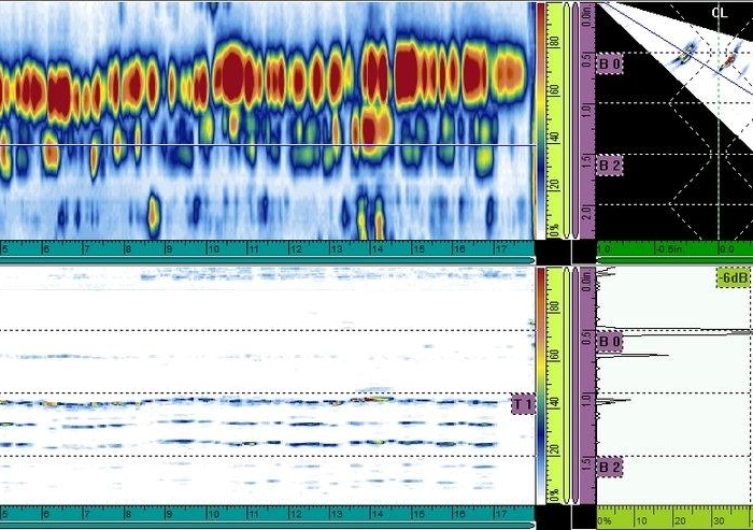
La técnica de Ultrasonido por Arreglo de Fases proporciona una solución rápida y fiable de caracterización y detección de defectos, con diferentes vistas simultáneas. En esta tecnología se dispara una rápida sucesión de componentes diferentes que generan haces de ultrasonidos que pueden desviarse, enfocarse o con los que se pueden realizar barridos electrónicamente. La inspección se lleva a cabo simultáneamente desde diferentes ángulos, lo que genera un ahorro importante y produce resultados que pueden quedar registrados, para analizarlos en mayor detalle o para utilizarlos en futuras inspecciones. Esta técnica cuenta con multitud de aplicaciones, entre las que se incluyen inspecciones de la calidad de las soldaduras, generación de mapas de corrosión o inspecciones de materiales compuestos y de componentes de geometría compleja. Gracias a su precisa planificación del escaneado y a la posibilidad de desviar los haces, aumenta la probabilidad de detectar defectos, mientras que los tiempos de inspección se reducen al mínimo.
DTI Trekscan

DTI Trekscan es el primer equipo flotante de inspección en línea diseñado para atravesar codos unidimensionales (1D) adosados, con una velocidad óptima de un metro por segundo (3,6 km/h). Puede utilizarse en tuberías que anteriormente se consideraban no inspeccionables con robots automáticos. El equipo bidireccional mide los ecos de retorno de un haz ultrasónico transmitido. El tiempo que tarda en recibir un eco proporciona información muy precisa de los espesores remanentes de la pared y permite detectar, caracterizar y medir las dimensiones de las anomalías originadas por la pérdida de metal. El equipo, que emplea los últimos avances en tecnología ultrasónica y un transductor-portador de alta densidad, se puede utilizar con la mayoría de los productos petrolíferos refinados, agua y crudo como medio.
RTD IWEX

Rotoscan, inspección de soldaduras por ultrasonidos

El sistema Rotoscan fue desarrollado internamente por Applus+ RTD para inspeccionar soldaduras circunferenciales durante la construcción de canalizaciones de tuberías de larga distancia, tanto en tierra firme como en el mar. El sistema Rotoscan detecta y mide imperfecciones en las soldaduras y en la zona conexa afectada por el calor y determina tanto su longitud circunferencial como su espesor. El sistema combina un bajo porcentaje de falsas llamadas con capacidades de medición de las dimensiones de defectos, una presentación en color fácil de utilizar con software adaptable y almacenamiento de resultados.
LORUS (ultrasonidos de largo alcance)

Inspección por tiempo de vuelo de ondas difractadas (ToFD)

La técnica de Difracción por Tiempo de Vuelo (TOFD, time-of-flight diffraction) normalmente se emplea en combinación con aplicaciones que utilizan técnicas de Arreglo de Fases como herramienta de inspección rápida que permite detectar y conocer las dimensiones de las imperfecciones en soldaduras circulares y axiales. Las inspecciones mediante TOFD se realizan situando dos transductores en lados opuestos de la zona que se desea examinar para, a continuación, refractar las ondas sonoras hacia la muestra, con ángulos adecuados para el espesor del componente.